|
|
|
Introduction
Following the impressive initial growth of Thorn Electrical Industries, the company was given a second significant boost into prominence following the decision of its owner to build the most modern and efficient fluorescent lamp manufacturing facilities in the whole of Europe. Enfield grew to become a global powerhouse in fluorescent lamps, and grew again when it became the home of the company's developments in tungsten-halogen lamps. When Thorn was ultimately taken over by GE of America in 1991, Enfield was one of only two Thorn plants that GE decided to retain. GE continued to invest strongly in the fluorescent operations, but ultimately it was unable to compete vs cheaper foreign labour, and was closed in 2006.
|
 View of the 153 Lincoln Road Facade, The Oldest Part of Enfield Lamp Works, 2006
View of the 153 Lincoln Road Facade, The Oldest Part of Enfield Lamp Works, 2006
|
| Address |
Lincoln Road, Great Cambridge Road and Progress Way, Enfield, Middlesex, EN1 1SB, United Kingdom. |
| Location |
51.6436°N, -0.0593°E
|
| Opened |
1948 |
| Closed |
2006 |
| Products |
Linear Fluorescent, Compact Fluorescent 2D & 2L, Electrodeless Induction Fluorescent (Genura), Halogen Linear, Halogen Low Volt Capsules, Halogen Projectors <500W, Halogen U-Tube, Halogen Mirror Reflector, Halogen Infrared Cookers (Linear & Circular), Glowbottles, Fluorescent Starter-Switches, Synthesis of Fluorescent Powders, Mercury Distillation. |
Start of Fluorescent Manufacturing
By the mid 1940s Thorn's Atlas Lamp Works had expanded tremendously, and the company had diversified into Radio and Television manufacturing as well as small domestic electrical appliances. The company had become rich and was considering into which further markets it could expand. In 1947 Jules Thorn was visiting America in search of a new product, and he found it in fluorescent lamps and fittings.
Even though the lamp cartel that had so strongly hindered Thorn's early days at the Edmonton factory had largely been broken up by that time, powerful international patents still made it a formidable challenge to enter the fluorescent lamp business. GE of America held the most powerful arsenal of patents concerning the lamp design and construction, and GEC of England had invented and patented in 1942 the halophosphate fluorescent powders which afforded the lowest cost method of delivering high quality white light. Neither of these companies were keen on licensing their IP to companies outside the former Ring of the old cartel members. There were ways around these patents, but invariably these led to more expensive and less efficient lamps.
Even with access to the necessary IP, fluorescent had become a fiercely competitive rapid-growth market and it was recognised that in order to survive, excellence in their cost-effective manufacturing was essential. Thorn came to know that the American company Sylvania Electric Products, another small independent manufacturer like himself, had made powerful developments of its own both in circumventing key patents concerning the fluorescent lamp, and in developing outstanding manufacturing processes whose speed and efficiency greatly surpassed that of the principal lamp companies. Sylvania, however, was only present on the American market, and at the time had no European presence. With characteristic confidence, Thorn presented himself at Sylvania's Massachussetts headquarters and dared to suggest to its executives that they should share their technology with him and allow Thorn to develop the fluorescent business in Europe.
Incredibly, Sylvania must have seen something impressive in the man and his ambitions, for he came home with a 15-year deal in his pocket, in which Sylvania took a 20% shareholding in Thorn and the two companies formed a full technical interchange agreement on lamps, patents and manufacturing equipment. Since Thorn's technology was so weak at the time it is quite astonishing that he should have swung such an impressive coup, which any other lamp manufacturer both within America and throughout the rest of the world would have envied with intense ferocity. Possibly Sylvania saw Thorn as a relatively little company with no presence in its home market of America which might threaten its own operations, and that there was therefore little to lose by taking a gamble on transferring its technology to Britain. Almost certainly however, he would have further enticed the executives into the deal by indicating the possibility that he may have sold Thorn to Sylvania at some time in the future, thereby allowing them to easily enter the European market once someone else had done the difficult task of setting up the business for them. Whether or not he had any intentions of doing so is another matter, but relations between Thorn and Sylvania remained cordial for many decades to come. Further joint ventures were to follow as well, such as the formation of Sylvania-Thorn Colour TV Laboratories, in which the two established the leading manufacturing of colour cathode ray tubes in England.
With access to the prized fluorescent technology, Thorn proceeded in 1948 to build a the new factory at Enfield and equipped it with what was at the time the best machinery in Europe for the manufacture of fluorescent lamps. Having successfully defeated the power of the Lamp Ring so many years earlier, it must have once again given Sir Jules immense satisfaction that in the high-growth new market of fluorescent lighting, it was he and not the gentlemen of the old ELMA club who would go on to dominate the fluorescent business, and thereafter the entire British lighting industry.
|
Arrival of the Horizontals
At first, fluorescent tubes were manufactured vertically via essentially the same process and on the same kind of equipment as the incandescent lamp. Instead of suspending a rotating glass bulb over the mount assembly during sealing, a long glass tube was held vertically and sealed first to one mount, then inverted and the process repeated at the second end. The filament or electrode mount assembly was inserted into the glass bulb or tube a few inches deeper than the opening of the envelope, then the whole rotated and heated, the force of gravity causing the neck area of the bulb or tube to drop downwards, at the same time necking inwards, and thereby sealing itself to the mount assembly. The lower portion of the glass tube that had fallen away in the process was scrapped. The entire tube was then inverted and the operation repeated at the opposite end. This process is known as the Drop-Seal, on account of the fact that it is the dropping action of the glass bulb or tube that seals it to the mount. After sealing both ends, tubes then proceed to an exhaust and gas-filling machine which once again is based on vertical incandescent equipment, only being taller so as to support the long tubes of glass.
Sylvania is a company that since its very beginnings has striven for excellence in cost-effective manufacturing without sacrifice in quality or process control, and has developed manufacturing equipment which represents a major departure from the long-established practices employed by competitors. This ingenuity is largely what allowed this relatively new company to produce lamps more cheaply than competition, and fight for its place on the market. Fluorescent was no different, and in the 1950s Sylvania took the radical decision of developing an end-sealing method that did not rely on gravity to join heated glass parts together. Whereas the entire rest of the world was using the drop-seal process for making all kinds of lamps and tubes, Sylvania developed what became known as the Horizontal Rim-Seal technique. By pre-shaping the ends of the glass tube into a profile which was already partially necked-in, and employing a glass mount assembly having a larger diameter flared portion, the mount could be sealed directly to the open rim of the tube. There was no more glass scrap in the process so the length of the tubes could be made significantly shorter (and hence cheaper), and that brought a consequent saving in the expensive phosphor consumption as well, since the coated length of the tube was reduced. Of critical importance was the fact that the new process allowed both ends of the lamp to be sealed at the same time, instead of first one and then the other, and the resulting increases in manufacturing speed and reduction of labour brought a further cost saving.
The new process lent itself perfectly to the major departure of manufacturing fluorescent lamps horizontally rather than vertically, and Sylvania's so-called High Speed Horizontal process was born. The resulting drum-sealer machines were faster and cheaper to build than before, and did not require human operators to handle and invert the tubes, thereby delivering a further cost saving. Sylvania didn't stop at the sealer though, it went on to revolutionise the exhuast and gas-filling process as well. Whereas all previous lamps were first exhausted to high vacuum before being backfilled with the argon gas-filling, a time-consuming process which required a large battery of expensive vacuum pumps, Sylvania spotted the idea that it would be possible to flush argon gas in through one end of the lamp and out the other, until such time that all air had been displaced and then seal off both ends simultaneously. The elimination of the vacuum pumps made a tremendous simplification of machine design and cost, and moreover the new flush-fill process was faster as well. Previously the exhaust machines had been the bottleneck of every factory, and their elimination permitted a remarkable increase in the speed of the whole line and as a result yet another cost reduction.
Sylvania very quickly became the king of the fluorescent lamp business in America, greatly surpassing its arch-rival GE who had been first to commercialise the fluorescent lamp and who had tried so hard to crush the small and independent Sylvania via patent litigation and numerous attempts to reign it into the cartel system so as to limit competition. Since Sylvania owned a 20% stake in Thorn and the two companies shared a joint technical agreement on lamp and machine design, it was a natural development that Thorn would also benefit from the groundbreaking horizontal process. Duplicates of the new machinery were quickly built at the Enfield machine shops, and their speed and efficiency drove the Atlas Lighting division of Thorn Electrical Industries to become the No. 1 manufacturer of fluorescent lamps in Europe.
Since Thorn and Sylvania had both started out as small independent manufacturers outside the Lamp Ring, their contact with the major competitors was somewhat more restricted. Although Sylvania had its first high speed horizontal group operating in 1955 and Enfield followed suit in the winter of 1962/63, it took a decade for Europe's biggest lampmaker, Philips, to catch up and build its first horizontal machinery at Roosendaal in 1966. Even then, the Philips process was plagued with problems such that it had to be re-designed to run at pitifully slow speeds, and it was not until 1979 that the company successfully mastered the Horizontal process. In that year Philips brought its Horizontal production speed up to 4000 lamps per hour - a figure that Sylvania had achieved in 1962! Needless to say, the other major fluorescent competitors were facing similar difficulty in keeping up with Sylvania and Thorn. The advantage that Enfield had enjoyed for so many years as the first of the Horizontal factories outside the Americas put it in a remarkably strong position, allowing its owners to rapidly gain market share and keep the Enfield factory filled with production for many decades to come.
In the later years Sylvania did, at several opportunities, make efforts to increase its shareholding in Thorn with a view to taking over the company, but these advances were politely rebuffed by Sir Jules. It was clear that whatever might have been implied at the time of the technology transfer in 1947, that he was not going to sell. If Sylvania wanted to get into Europe it would now have to do it on its own - and do it fast, because the other European competitors were also beginning to master the concept of horizontal production. The same was becoming true of Sylvania's other star products that had been licensed to Thorn - colour cathode ray tubes, and photochemical flashbulbs. In 1968 a virtual duplicate of the Enfield factory was therefore built by Sylvania Vakuumtechnik in the German town of Erlangen to produce fluorescent lamps and radio valves, and a vast new factory at Tienen in Belgium was opened to produce television picture tubes and photoflash bulbs by the hundred million. This marked the first significant entry of Sylvania onto the European market and start of competition with Thorn.
|
Excellence in Halogen
Once again via the Sylvania partnership, Thorn was swift to enter the halogen business. The first halogen lamps were commercialised in 1959 by GE in America, and due to its geographical proximity, Sylvania was one of the first companies to copy the process and establish its own production. The resulting technology was, of course, shared with Thorn and the manufacturing of double ended linear lamps was swiftly established in Britain. The range soon extended to cover single ended automotive, airfield, projection and high wattage studio/theatre types. At first the production was based at the nearby Tottenham works, but the halogen production was transferred to Enfield in 1981 after the closure of Tottenham.
Following Thorn's 1967 takeover of AEI and the formation of British Lighting Industries, it gained a third halogen factory, at Leicester, and some rationalisation of production was needed. It was decided from that point onwards that Leicester would concentrate on automotive and studio / theatre lamps, and Enfield on the low wattage and miniature models. The split was roughly at the level of about 300-500W. Some exceptions existed in the case of linears, which were all made at Enfield, and the U-tube photoflood lamp which was basically a linear bent into a U-shape.
Thorn won the Queen's Award to Industry a total of four times for its pioneering work in the development of advanced new halogen lamps at Enfield. One of these was the first successful development which allowed the manufacturing of low wattage compact halogen lamps, so as to achieve a more efficient alternative to the GLS incandescent lamps of 100W and 150W. Linear halogen lamps typically have their filaments supported by molybdenum spiral-shaped rings which are coiled onto the filament at regular intervals, and make contact with the inner wall of the quartz bulb to keep the filament supported along the bulb axis. This process was only possible however, down to ratings of about 300W. At lower powers the filament was too thin and fragile to be able to carry these supports, and the filament would be rapidly distorted. Thorn's solution to the problem was to include a small quartz rod inside the bulb running parallel to the filament, this so-called "Backbone" being equipped with fine molybdenum wires that were coiled around the filament to achieve the necessary support. The backbone design enabled the world's first development of low wattage halogens, and a reduction in length from the then shortest 117.6mm 300W lamps down to the new 78.3mm 100W and 150W models. The backbone lamp was one of the few Thorn innovations which was given back to Sylvania, who also swiftly established its own production of a similar design at Erlangen, and innovations such as this helped Sylvania grow its halogen strength in Europe.
A further feature of the backbone lamp was that it could be burned in any position, whereas traditional halogen lamps had to be operated horizontally. It was therefore a logical development of Thorn to encapsulate this new lamp inside a secondary outer envelope, and equip it with an ordinary bayonet or screw cap, such that it could replace normal GLS lamps. The first such lamps made at Enfield, such as the K/19 Single Ended Halogen employed a short stem from a T8 fluorescent lamp and the capsule was sealed inside a thin-wall BT-shaped outer bulb. Problems were soon encountered though due to the fact that the capsules operated at overpressure and would sometimes fail explosively at end of life, causing the outer bulb to be ruptured. Clearly such an unsafe lamp could not be sold for replacing ordinary GLS lamps in open luminaires. A redesign was needed, and this was based on the German Osram higher wattage versions which employed a single ended quartz capsule within a heavy-walled outer bulb of sufficient thickness that it would withstand a capsule explosion. The thick-walled bulb could no longer be sealed by standard glassworking processes, Thorn's lamp design used a ceramic base which held the E27 cap and quartz capsule in position. The resulting design brough a significant increase in costs, and neither Thorn nor Osram were able to compete financially once Philips had developed its low pressure explosion-free capsules which spearheaded that company's introduction of its most successful Halogenà GLS-retrofitting halogen lamps.
Another significant Enfield innovation was the development of the U-Tube photoflood halogen. Handheld floodlights for photographic applications had become especially popular in the 1970s following Sylvania's development of the Sun-Gun unit, based around a short single ended halogen capsule. These lamps were especially prone to early failure due to mechanical shocks inflicted from the hand-held luminaires, and Thorn ably developed the first Rough-Service halogen lamp to overcome these problems. It consisted of an ordinary linear halogen lamp bent into a U-Tube or Horseshoe shape, in which the filament was rigidly supported by the narrow quartz bulb at several points. The U-Tube halogens at once became the source of choice among photographic professionals, and once again thanks to the joint technical agreement, Sylvania began manufacturing of the same lamps at its Erlangen plant. The U-tube photoflood dominated this market until the mid 2000s, when Osram developed a cheaper design of shock-resistant high wattage source based on its G9 halogen lamp, in which the single-ended quartz bulb is dimpled inwards at several locations to robustly pinch the fragile filament in place.
Enfield was also the pioneer of the "Cooking by Light" principle in which it extended the applications of the halogen lamp from lighting to heating - and not just space heating which had in fact been the original halogen application, but for heating of solid objects. Thanks to Thorn's ownership of the Tricity Domestic Appliances business which manufactured electric cookers, a number of short infrared lamps were positioned under each of the hotplates of an electric hob. Halogen heating offered a major advantage over conventional electric radiators because of its speed of response in rapidly heating up, and also a greater proportion of short-wave infrared radiation of the wavelengths that were absorbed by cookware, for a more efficient heating process. The original hobs employed four short linear lamps alongside each other, and Thorn later went on to pioneer, with Ceramaspeed, the development of the first Circular Halogen cooker lamps.
Perhaps the most important halogen innovation of Enfield, however, was its development of the MR16 display lamp for general lighting applications. MR16 lamps had existed since 1965 for film projection applications, being upgraded in 1971 to feature facetted reflectors for better beam control. During the early 1980s, a number of European lighting designers began experimenting with these for accent lighting of retail interiors. Previously the incandescent sealed beam PAR and blown reflector R lamps had dominated this market, but the new low voltage lamps introduced a powerful arsenal of features. Perhaps the most noteworthy are their compact dimensions, whiter light, a cool beam thanks to the dicroic coating, an attractive sparkling effect from the multi-facetted mirror. As if this wasn't enough, their high efficacy also permits the same lighting effect to be achieved from a single 50W low voltage lamp as from a 100W PAR38 reflector. The lifetime of the high-brightness projection lamps was of course too short for general lighting applications, and working with the London lighting designers, Thorn Lighting was one of the first to offer such a product in 1982. Developed and manufactured at Enfield, it was launched under the 'Lightstream' brand, and the initial 12V 50W MR16 sized lamp was rapidly joined by other ratings of 20W, 35W and 75W, and the choice of beam angles broadened from 7° to 60°. The beam uniformity of Thorn lamps was superior to many competitive versions thanks its unique Honeycomb reflector facetting - a major step forward over previous designs which used the original rectangular facets. Later Enfield developments saw the introduction also of the first lamps having bayonet caps, for better reliability of the electrical contact and ease of installation for the customer.
Following the takeover by GE and the resulting re-organisation of manufacturing, it was decided that Enfield should focus only on fluorescent lamps and starters. Halogen had to be transferred elsewhere. The result was that the high volume low voltage capsules and high voltage linears were transferred to the GE-Tungsram halogen plant at Kisvarda in Hungary. Some production was retained in the UK, with all low voltage mirror lamps being transferred to Leicester, along with linear and circular Cookers, and the few special lower wattage projection lamps that Enfield had made.
|
Compact Fluorescent Innovations
During the energy crisis of the 1970s most of the worlds leading lamp manufacturers researched the possibilities of compact fluorescent lamps, and in 1978, the worlds first was launched by Philips. In the beginning each company followed its own directions and there was little standardisation, so the number of different types conceived was very great. Many of these disappeared in the following years as all manufacturers standardised on the same platforms, and one of these which survived was Thorn's innovative 2D lamp.
Examples of 2D-shaped lamps had been made at Thorn as far back as the 1960s, but originally these were based on curved T8 tubes intended to compete with GE's Panel F flat fluorescent lamp. It was not until the development of more robust phosphors which could withstand higher thermal loadings that the size was reduced considerably, and the presently-known 2D lamp was developed around slim T4 tubing. Thorn's innovative design was at once a success among the British and some continental luminaire manufacturers, offering a number of advantages over the competitive U-shaped versions that were developed elsewhere. The other compact fluorescent lamps were effectively short linear lamps, and Thorn's was the only version which was genuinely a planar light source. As such it was superbly suited to bulkheads, wall lights as well as low-profile downlights, all of which had high system efficacy thanks to the minimal trapping of light between adjacent limbs of the lamp.
Thorn also achieved considerable success in marketing the 2D lamp with a separate adaptor containing a ballast, which could be installed in ordinary bayonet and Edison screw lampholders to convert GLS luminaires to 2D. Thanks to the planar light source of large diameter, the resulting assembly was much shorter than other compact fluorescent lamps and fitted well into typical luminaires, and the fact that the light source was of larger diameter than the ballast compartment meant that in table lamps, there was no shadowing of downward light by the ballast.
The 2D concept was, of course, heavily patented and Thorn chose not to license the design to any of its competitors. The resulting lack of competition always kept the prices of 2D lamps significantly higher than competitive models - but such were the advantages of the design that consumers and lighting designs alike willingly specified the Thorn 2D, and it proved to be a tremendous cash-cow for the firm. The inability of competitors to follow suit naturally created a lot of negative reaction from the other European players, who were successful, in their European markets, of dissuading customers from following the 2D concept. Even following Thorn's takeover by GE Lighting, that company was only able to successfully translate the 2D success into a few of its international markets and the design continued to face resistance from competitors. As such 2D has always remained something of a British curiosity, and it is only in very recent years, more than thirty years after its invention and the expiry of all related patents, that all competitors have begun to offer the 2D lamp. As a result this once phenomenally profitable lamp has since seen its selling prices decimated, and unfortunately the quality and performance has suffered in parallel.
The loss of the 2D monopoly hit the Enfield facility hard, and it is in part due to this reason that the factory as a whole gradually became less and less viable and eventually closed. GE Lighting made attempts to revive the business with the introduction of a slimine electronically self-ballasted 2D lamp in 2000, but that did not prove to be a success. Since the lamp has always been more popular with professional luminaire manufacturers than retail customers, the integration of the ballast into the lamp did not really offer those customers any significant advantage.
Partly because of Thorn's confidence in the supremacy of the 2D concept, it did not diversify into the manufacturing of the twin-tube stick-type compact fluorescent lamps according to the design on which virtually all of its other competitors standardised. Only the high-lumen "2L" lamps were developed, consisting of a tight-folded T5 tube for high power applications and the smaller 2L, 4L and later 6L versions were sourced in from other manufacturers. This was to prove another fatal blow for the Enfield operations because it limited considerably the company's potential outside Britain, where those other formats had become the favoured light sources. Thorn's Compact Fluorescent business therefore ended up in much the same state as its entire Light Sources Division - as the most powerful manufacturer within Britain, but in an increasingly globalised market, too small to compete against the other big manufacturers.
|
Electrodeless Endeavours
Thorn had established a serious induction lamp research group in the early 1980s, with the aim of producing a better compact fluorescent lamp for the replacement of the ordinary GLS lamp. The effort was split between two sites, with Enfield making the glass discharge vessel with fluorescent coating, and Leicester developing the electronic control circuitry, power coupler, and application of thin-film semiconductor coatings to the inner surface of the glass bulb. The electrodeless lamp offered the promise of a tremenous increase in lamp lifetime and insensitivity to being repeatedly switched on and off, combined with a potential improvement in lumen maintenance and a reduction in lamp dimensions.
Especially following the takeover of Thorn by GE Lighting, the two research groups benefitted strongly from new expertise that was brought in by GE's engineers at Cleveland, who had been working on similar challenges for a number of years. It was particularly fortunate that GE had the answers to many of the challenges that Thorn had not yet resolved, and conversely Thorn was able to fill in many of the missing gaps in the GE developments. From that point onwards, major investments were made to finish the development and launch the world's first electrodeless replacement for the ordinary incandescent lamp.
The initial developments were around Electrodeless Pear-Shaped bulbs to replace the ordinary incandescent lamp, but the direction was changed under GE's leadership when it was realised that the new lamp would probably be so much more expensive than the incandescent lamp that it would stand little chance of commercial success. It was recognised that reflector incandescent lamps had considerably higher selling prices, and were also more widely used among professional customers than the ordinary pear-shaped lamps, such that a reflector electrodeless lamp would present a better business case.
The Reflector Induction lamp was launched in July 1992, one year after Philips launch of QL, the worlds first commercial induction lamp. GE's launch coincided with the formal entry of GE Lighting onto the British market following its takeover of Thorn and Tungsram, and although the company had not won the race to be first to market an induction lamp, it was still the world's first self-ballasted lamp. It was named Genura, from a merger of the words GE and Nura, the Indian word for light and one of the many brand names formerly owned by Thorn. Most unfortunately for Enfield, having contributed so much to the development of the lamp, it was not rewarded with the final production. Following Thorn's acquision by GE and its recent merger with the Tungram company of Hungary, the low labour rates of that country meant that its factory at Budapest won the commercial battle as the cheapest international production site.
|
Phosphor Technology
As part of Sir Jules Thorn's ambitions to make his company fully independent of the major manufacturers and not to have to face being controlled by their sale of components and technoloogy, he established his own component manufacturing from an early date. In the field of fluorescent phosphors, this was effected by his ownership of Elgar Phosphors & Chemicals Ltd, a British company that had been established in 1957 for the manufacture of fluorescent powders.
The operations were based within the Enfield Lamp Works and employed state of the art processes for the high purity and cost-effective synthesis of the fluorescent chemicals needed for coating the inside of the company's fluorescent tubes. Elgar retained its name and operated semi-independently within Thorn for a number of years, and also supplied its products to other lamp manufacturers. It achieved several breakthroughs in phosphor technology, most notably in the field of electroluminescent lamps and in X-Ray image retention panels. On the lamp area, key developments included the 3500K White phosphor which went on to be the dominant and favoured light colour for the British market, the extra high efficacy phosphor employed in Thorn's Plus-White tubes, as well as numerous special colours, for instance to be used in Aquarium lighting. Partly thanks to the great weight of phosphor materials and the high transportation costs, Elgar was able to survive alongside GE's own Phosphor manufacturing operations in Cleveland, USA, following that company's takeover of Thorn. The facility for on-site manufacturing and control of this critical ingredient of the fluorescent lamp was a wise investment of Thorn, and one which kept the Enfield factory in a profitable position for many decades to come.
|
Glowbottle Starters
Not content with being only the No.1 manufacturer of fluorescent lamps, Jules Thorn strove to take the leading position in the production of every part of the fluorescent lighting system. Following the development of the Popular Pack, which has become the best-selling luminaire in the entire world with more than 80 million having been sold to date, Thorn also took a leading position in the manufacture of ballasts and control gear. Both are still produced today at the company's factory in Spennymoor. The smallest and cheapest but perhaps one of the most essential parts of the system is, however, the starter-switch, required for lamp ignition when using old-style electomagnetic choke ballasts.
Present-day starter switches employ a small discharge lamp having bi-metallic electrodes, which, under the heat of the discharge, move towards each other and short-circuit the lamp a few moments after being energised. Numerous different designs have evolved over the years, but the Thorn version was by far the most cost-effective and went on to dominate the entire British as well as a substantial part of the international demand for starters. Traditional glowbottles are made in much the same way as a small incandescent lamp, with a glass bulb being sealed over a flare and stem assembly. Thorn's innovation was to dispense with that complex construction and to simply pinch-seal the electrode assembly into a length of straight glass tube, which was then necked-in at the top and finally tipped-off.
The process was based on the modification of a redundant machine that had formerly made chemical flashlamps for photography, after those lamps had been made obsolete by the introduction of the electronic xenon flashtube. The flashlamp manufacturing process was another Sylvania development that Thorn had aquired during the 1960s, but Thorn was the first to apply it to glowbottle starters. The company also took control of its own plastic injection-moulding of the canisters that formed the housing of the starter, as well as the baseplate and contacts which were made at Thorn's nearby Lamp Presscaps operation at Edmonton, and a small polystyrene capacitor which is required for the suppression of radio interference during starting.
Together these elements put Thorn into a powerful position as a highly efficient starter manufacturer, and the operations were retained for many years following the takeover by GE. Ultimately however, in the early 2000s, GE was able to switch to a Chinese vendor whose low labour costs for hand-made starters were able to undercut the costs of the Enfield operations, which were unfortunately closed in favour of the imported products.
|
Machine Construction
Thorn had learned from an early day that success as a lamp manufacturer was impossible if one restricted oneself only to the assembly of the lamp itself. Control of component manufacturing as well as the design and construction of own lampmaking machinery was the secret to success in the early years when developments were moving so fast. The former was essential to keep material cost and finished lamp quality under control, while the latter was of paramount importance in reducing the cost of production and ensuring that new lamp designs could be swiftly put into production.
Thorn's principal "Manufacturing Systems Unit", responsible for machine design and construction, was based within the Enfield Lampworks. Later it was merged with a similar operation at Leicester, Manifold Machinery Ltd., following Thorn's takeover of Associated Electrical Industries. Enfield thereafter concentrated on the large high-speed machinery for incandescent, fluorescent and halogen lamps whereas Leicester gradually shifted emphasis to focus on smaller single-head type stations for the production of higher technology halogen and discharge lamps, which owing to their small volumes could not justify the construction of fully automatic machinery.
The sideline operations of MSU at Enfield had an impressive array of workshop machinery, so well equipped as to be the envy of many an independent company whose sole focus was machine construction. As the rate of innovation in new lamp types settled down, along with Thorn's growth of the light source business and increasing competition from overseas competitors, the 1980s saw less and less demand for new machinery. One of the last big jobs of Enfield was to fully rebuild the Sylvania Phase 3 GLS machinery after the closure of Merthyr, so that this old equipment would be restored to perfect condition before its transfer to Leicester, but after this and following the takeover of Thorn by GE Lighting, the need for the equipment construction shops at Enfield and Leicester disappeared. GE had its own even more impressive lamp machinery division in the USA, and had also taken over the vast VTG Lamp Machinery Works in Budapest as part of the Tungsram takeover. The British machine-building operations then came to an end, and future new equipment for Enfield, for instance the KT-series stem and mount machines which operate in elegant continuous motion rather than the indexing behaviour of most lampmaking machines, were supplied from VTG Hungary. |
Photographs
|
 |
|
 |
|
 |
|
 |
|
| Lincoln Road Facade |
|
Corner Lincoln Rd. - Gt. Cambridge Rd. |
|
Great Cambridge Road Facade |
|
Corner Gt. Camb. Rd. - Progress Way |
|
Examples of Enfield Lamps
Fluorescent
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
| U-Tube 40W 525mm |
|
2L 24W Compact |
|
2D 16W Compact |
|
2D 16W Half-coated |
|
2D 14W Self-Ballasted |
|
Electrodeless Prototype |
Tungsten Halogen
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
| K/14 Double Ended |
|
K/16 Double Envelope |
|
K/19 Double Envelope |
|
K/20F Double Envelope |
|
M/53 Metal Reflector |
|
M/50 Dichroic Reflector |
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
| M/57 Dichroic Reflector |
|
M/52 Dichroic Reflector |
|
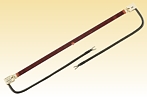
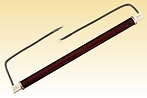
P1/19 U-Tube Photoflood |
|
Infrared Cooker Linear Reflector 450W |
|
Infrared Spaceheater Ruby Slim 1500W |
|
Infrared Spaceheater Ruby Jacket 1500W |
| 1 |
His Masters Voice : Thorn und EMI, Zwei Elektro-Unternehmen zwischen Unterhaltungsbranche und Rüstungstechnik, Kultur & Technik 4/1998 pp.19-25. |
| 2 |
From Making to Music - The History of Thorn EMI, S.A. Pandit, Hodder & Stoughton, 1996, |
| 3 |
The House that Jules Thorn Built, The Financial Times, December 1970. |
| 4 |
The First Sixty Years - A Photographic Record of Thorn Lighting Limited, Published by Thorn Lighting Public Affairs Department, 1988. |
| 5 |
Innovaties in de Lampenfabricage bij Philips 1900-1980, H.E. Veldman, TU Eindhoven, 1994, ISBN 90-386-0493-9, pp.227-230. |
| 6 |
50 Jaar Philips Lighting Roosendaal 1948-1998, G. Aarts, 1998, pp.25-27. |
|
|
|
|
|












